

In quest’articolo vengono illustrate le fasi della torcitura filati, a partire dalla copsatura, poi la torcitura e quindi il termofissaggio e il controllo qualità.
COPSATURA – La prima delle fasi della torcitura
La copsatura è la prima fase e consiste nel passaggio del filo dalla confezione di filatura (normalmente di peso compreso tra i 900 gr. e i 15 kg) al “cops”.
Il cops è il supporto utilizzato sulle macchine di torcitura a doppia torsione, sostituendo di fatto il rocchetto che veniva utilizzato sui torcitoi di vecchia generazione.
Il peso massimo dei cops è di circa 3 kg. e tutti i cops vengono metrati.


TORCITURA
Mediante la torcitura si vogliono raggiungere i seguenti scopi:
- formare i filati riunendo tra loro le fibre che escono dalla filatura sotto forma di esili nastri appiattiti e inconsistenti;
- conferire ai filati resistenza, compattezza, rigidezza e forma cilindrica;
- unire stabilmente i filamenti (nel caso di filati di fibre continue) o i capi ( nel caso di ritorti), formatto un filo compatto e resistente;
- in casi particolari produrre filati molto elastici o con effetti caratteristici.
La torsione si realizza facendo ruotare su se stesso un fascio di fibre parallele ed opportunamente tese, in modo che quelle superficiali assumano una disposizione elicoidale concentrica. Anche le fibre interne si dispongono elicoidalmente, ma con una inclinazione che va diminuendo man mano che ci si avvicina al centro del fascio.Tale disposizione origina una pressione radiale tra le fibre, aumentandone l’adesione e quindi rendendo difficoltoso il loro scorrimento.
Così il fascio fibroso diventa compatto e resistente in proporzione ai giri di torsione ricevuti.
Elementi principali della torsione di un filato sono: il senso e i giri.
Il senso di torsione è la direzione che presentano le spire formate dalle fibre esterne, se si tratta di un filato unico, o dai fili semplici, se si tratta di un ritorto.
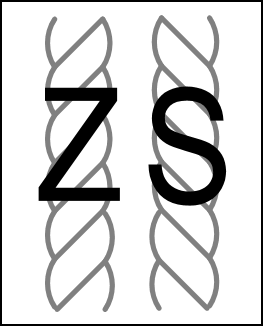
I sensi di torsione sono due :
- Torsione Z quella le cui spire hanno la direzione del tratto mediano della lettera Z
- Torsione S quella le cui spire hanno la direzione del tratto mediano della lettera S
Dopo la copsatura, il cops viene caricato sui torcitoi (da 100 a 252 in base al tipo di macchina). Qui il rapporto tra la velocità di rotazione del fuso e la velocità dei cilindri di raccolta, determina le torsioni per metro (TPM).


Il tubetto può essere pieno oppure forato se la rocca finale dovrà essere tinta.
TERMOFISSAGGIO
Il termofissaggio è un operazione che serve a rendere le fibre tessili termodinamicamente stabili; se effettua sui filati per fissarne la torsione, favorendo l’accorciamento .
Il filo ritorto viene scaricato e termofissato in autoclave con il vapore. Tempi e temperature cambiano in base all’articolo, mentre la fase di “vuoto” consente al vapore di passare in maniera uniforme dall’esterno all’interno della rocca.
CONTROLLO QUALITA’ E IMBALLAGGIO
In questo reparto vengono controllate tutte le rocche e cernite in base ad eventuali difetti qualitativi e per irregolarità di peso.
La macchina avvolge le rocche e le dispone suddivise per peso, pronte per essere inscatolate, è questa l’ultima delle fasi della torcitura.